

�a(ch��n)Ʒ������ �Ϻ��Z�V�p�ٙC(j��)�S���a(ch��n) Sϵ��б�X݆݆�U�p��

�a(ch��n)Ʒ���c(di��n)��
T�����F�X݆�Q�����a(ch��n)Ʒ���c(di��n): &
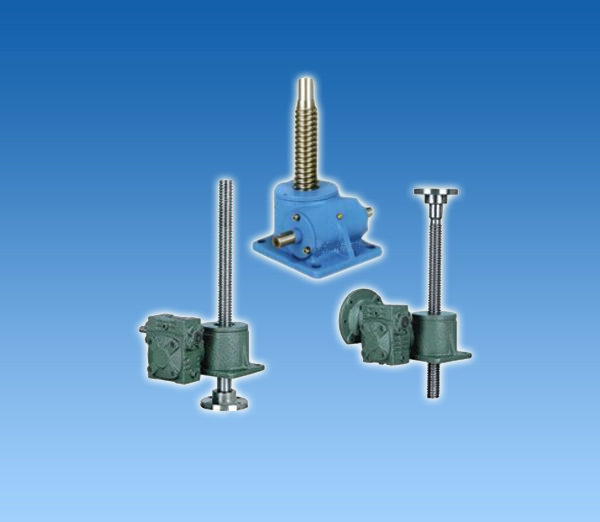
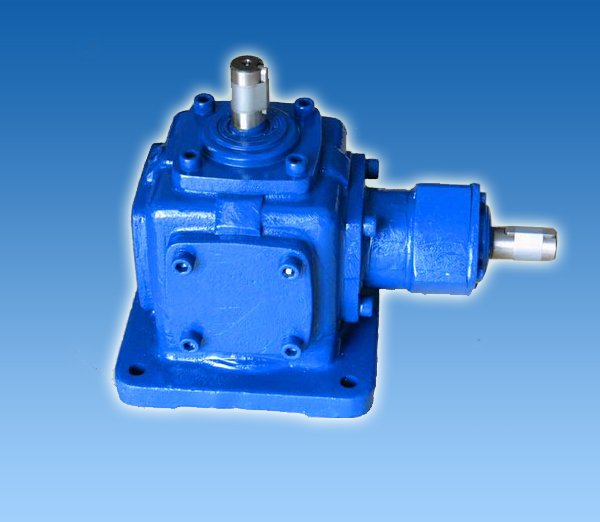
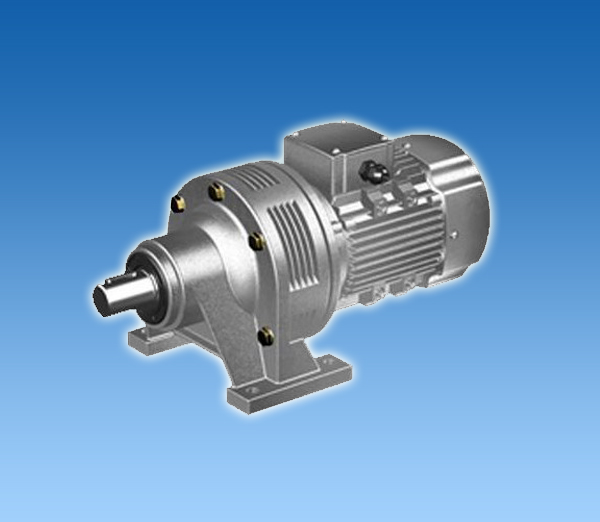
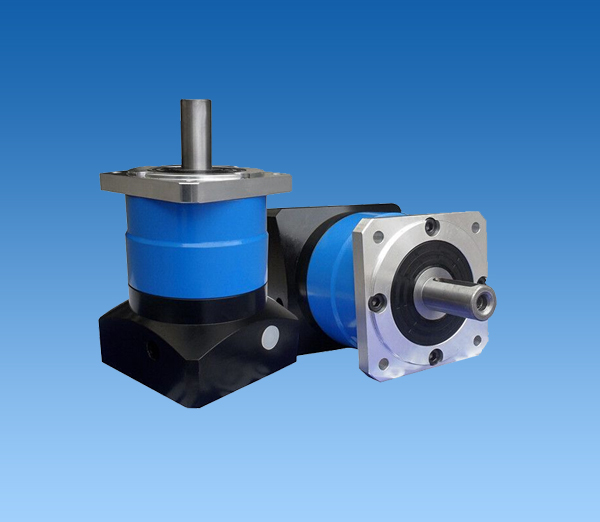
�a(ch��n)Ʒ���c(di��n): �Ϻ��Z�V�p�ٙC(j��)�S���a(ch��n) SWL�z�U�����C(j��)
ʹ�÷�����
�a(ch��n)Ʒ�f���� 1����ݔ���������Ҫ�ЃɷN��ֱ��
���X݆�ӹ���ˇ�^�̴���Ҫ��(j��ng)�^���ׂ�(g��)�A�Σ�ë����̎�����X���ӹ����X�μӹ����X�˼ӹ����X���̎����������(zh��n)�������X�ξ��ӹ��ȡ�
�ӹ��ĵ�һ�A�����X������M(j��n)��C(j��)е�ӹ����A�Ρ������X݆�Ă���(d��ng)������Ҫ�Q�����X�ξ��Ⱥ��X��ֲ������Ԫ����@�c���X�r(sh��)���õĶ�λ����(zh��n)���Ͷ��檦�ľ�������ֱ�ӵ��P(gu��n)ϵ�����Ԫ��@��(g��)�A����Ҫ�Ǟ���һ�A�μӹ��X�Μ�(zh��n)�侫����(zh��n)��ʹ�X�ă�(n��i)�Ͷ���ľ��Ȼ����_(d��)��Ҏ(gu��)���ļ��g(sh��)Ҫ�����@��(g��)�A���г��˼ӹ�������(zh��n)�⪧��(du��)���X������Ĵ�Ҫ����ļӹ���Ҳ��(y��ng)�M�����@һ�A�εĺ��ڼ�����ɡ� �ڶ��A�����X�εļӹ�����(du��)�ڲ���Ҫ�����X݆��һ����f�@��(g��)�A��Ҳ�����X݆�����ӹ��A�Ϊ���(j��ng)�^�@��(g��)�A�ξ͑�(y��ng)��(d��ng)�ӹ�����ȫ���ψD��Ҫ����X݆������(du��)����Ҫ��Ӳ���X݆��������@��(g��)�A���мӹ����ܝM���X�ε���ӹ���Ҫ����X�ξ��Ȫ������@��(g��)�A�εļӹ��DZ��C�X݆�ӹ����ȵ��P(gu��n)�I�A�Ρ���(y��ng)�����eע�⡣
�ӹ��ĵ����A���ǟ�̎���A�Ρ����@��(g��)�A������Ҫ��(du��)�X��Ĵ��̎����ʹ�X���_(d��)��Ҏ(gu��)����Ӳ��Ҫ�� �ӹ�������A�����X�εľ��ӹ��A�Ρ��@��(g��)�A�ε�Ŀ�Ī����������X݆��(j��ng)�^������������X��׃�Ϊ��M(j��n)һ������X�ξ��Ⱥͽ��ͱ���ֲڶȪ�ʹ֮�_(d��)����K�ľ���Ҫ�����@��(g��)�A�������ȑ�(y��ng)��(du��)��λ����(zh��n)�檣�Ͷ��檤�M(j��n)�������������Ժ��X݆�ă�(n��i)�Ͷ������(hu��)�a(ch��n)��׃�Ϊ�����ڴ���ֱ�Ӳ����@�ӵĿͶ����������(zh��n)�M(j��n)���X�ξ��ӹ����Ǻ��y�_(d��)���X݆���ȵ�Ҫ��ġ��������^�Ļ���(zh��n)�涨λ�M(j��n)���X�ξ��ӹ�������ʹ��λ��(zh��n)�_�ɿ��������ֲ�Ҳ���^�����Ա��_(d��)�����ӹ���Ŀ�ġ�
��
������λ����(zh��n)�Ĵ_������λ����(zh��n)�ľ��Ȍ�(du��)�X�μӹ�������ֱ�ӵ�Ӱ푡��S��X݆���X�μӹ�һ���x��피��λ��ijЩ��ģ��(sh��)���S��X݆���x���X݆�S�i��һ���涨λ���P����X݆���X�μӹ������ÃɷN��λ����(zh��n)��1����(n��i)�Ͷ��涨λ���x������O(sh��)Ӌ(j��)����(zh��n)���ǜy�����b�����(zh��n)�ă�(n��i)�����鶨λ����(zh��n)���ȷ���“����(zh��n)�غ�”ԭ�t����ʹ�X�μӹ��ȹ������(zh��n)�y(t��ng)һ��ֻҪ��(y��n)����ƃ�(n��i)���ȡ��ڌ���о�S�϶�λ�r(sh��)����Ҫ�����������a(ch��n)�ʸߣ��V�����ڳ������a(ch��n)�С�2����A�Ͷ��涨λ �X����(n��i)����ͨ��о�S�ϰ��b����������A��Q��������λ�ã���Ҫ���X����A��(du��)��(n��i)�ď�������(d��ng)ҪС��������Ч�ʵ͡�һ�����چμ�С�����a(ch��n)��
�������X�˼ӹ�
�X݆���X�˼ӹ��е��A�����⡢���⡢��ȥë�̵ȡ����A���������X݆�����S��(d��ng)�r(sh��)�����M(j��n)�뇧�ϡ������ȥ���X�˵��J߅���@Щ�J߅��(j��ng)�B̼����ܴ࣬���X݆����(d��ng)���ױ��ѡ���㊵��M(j��n)���X�˵��A�����A�r(sh��)��㊵��ڸ������D(zhu��n)��ͬ�r(sh��)�؈A��������(f��)�[��(d��ng)��ÿ�ӹ�һ�X����(f��)�[��(d��ng)һ�Ρ��ӹ���һ��(g��)�X���؏����˳����ֶȺ������M(j��n)�ӹ���һ��(g��)�X�ˡ��X�˼ӹ���횰������X݆���֮ǰ��ͨ�����ڝL�����X֮�� �X݆�������(zh��n)�a(ch��n)��׃�Σ��鱣�C�X�ξ��ӹ��|(zh��)������(du��)����(zh��n)�ױ�횽o����������(du��)�⏽���ĵĻ��I���X݆��ͨ���û��I�Ƶ��������ƿוr(sh��)Ҫ��ֹ��б���еĹ��S���ü��L�Ƶ�ǰ����(d��o)����ֹ��б����ȡ���^��Ч������(du��)�A�����X݆�������ɲ����ƿ�ĥ�ף��ƿ����a(ch��n)�ʸߡ�������δ��Ӳ�X݆ĥ���ȸߵ����a(ch��n)�ʵͣ���(du��)�����w�����(n��i)��׃�δ�Ӳ�ȸߵ��X݆���(n��i)���^����^�����X݆�t��ĥ�מ��� ĥ�וr(sh��)һ�����X݆�ֶȈA���ģ��@�ӿ�ʹĥ����XȦ��������(d��ng)�^С����(du��)�Ժ�ĥ�X�����X��������������a(ch��n)���еĹ��S�Խ����M����ĥ��Ҳȡ�����^�õ�Ч��.
����Ҫ�X݆�ӹ���݆�U�ӹ����X�l���݆��ͬ����݆�������X݆�Ȝp�ٙC(j��)����ӹ������ԁ�D����?q��)�����ԃ�����a(ch��n)�M(j��n)�ڶ��ɼӹ����������P(gu��n)�������ǜp�ٙC(j��)��݆�U�������F�X݆�p�ٙC(j��)���X݆�ӹ����X݆�R�_(d��)��݆�p�ٙC(j��)���X݆�Q�������͔[���݆�p�ٙC(j��)���o��(j��)׃�ٙC(j��),�z�U�����C(j��),б�X݆Ӳ�X��p�ٙC(j��),�p�ٙC(j��)����ӹ��ą���(sh��)Ո(q��ng)(li��n)ϵ�Ϻ��Z�V��˾���������P(gu��n)�X݆�ӹ�����Ϣ����(sh��)Ո(q��ng)�g�[��http://www.www.999035.com/clpjjg/cl231.html


�ھ��ͷ�1:
�ھ��ͷ�2:
�̄�(w��)�ͷ�:
����(w��)�r(sh��)�g:
9:00-18:00(������)


